
NEWS

In modern industrial manufacturing, eddy current testing technology has become an important tool for ensuring the surface quality of forged steel rolls. Eddy current roll surface detection is based on...

Eddy current testing is a non-destructive testing technique in which an alternating current electromagnetic coil induces eddy currents on the surface of a metal member. This eddy current tube testing equipment is suitable for the detection of defects in conductive materials, including ferromagnetic and non-ferromagnetic metal materials.
Due to the eddy current flaw detection, the coil is not required to be in close contact with the member at the time of detection, and the chelating agent is not required to be filled between the coil and the member, and the inspection automation is easily realized.
However, this Eddy current flaw detector is only applicable to conductive materials and can only detect defects on the surface or near-surface layer. It is also inconvenient for components with complicated shapes. In thermal power plants, it is mainly used to detect condenser tubes, steam turbine blades, turbine rotor intermediate holes, and welds.

Testing standard | Referring to GB/T 5248-2008 copper and copper alloy seamless tube eddy current testing method |
Detection speed | 1~500m/min(high speed 1~1200m/min) |
Frequency range | 100Hz-1MHz |
Gain | 0~99dB,step size 0.1dB |
Advanced filtering | have |
High pass | 0.1Hz~650Hz |
Low pass | 1Hz~10000Hz |
Phase rotation | 0-360 °step1 ° |
Sampling rate | 1~200000SPS adjustable |
Probe drive | 1%~100% adjustable |
Impedogram range | Five-range can be adjusted |
Testing requirements | pores、spots、pits、inclusions(slag)、bumps ,etc |
Synchronized alarm output controlled by an internal and external clock
High-precision end and end-to-tail signal removal
The eddy current flaw detector has a remote automatic help system.
Fast digital/analog electronic balance
Memory track delay blanking function
This Eddy current NDT equipment displays a real-time impedance plane.
The eddy current flaw detector can match any probe
The eddy current flaw detector has a remote automatic help system.
Chinese and English man-machine interface
Non-equal amplitude phase/amplitude alarm domain
Computer full digital parameter adjustment
Leave us Message:
Related Products
The BKN-PMFT pre-multi-frequency eddy current sorter is the world-leading product of BKN. Main tests: material mixing, poor hardness, crack, uneven depth of hardened layer, secondary tempering, surfac...
View More
The two piston rollers rotate in the same direction to drive the upper piston rod to rotate, and then the push rod pushes the piston rod through the probe to complete the detection....
View More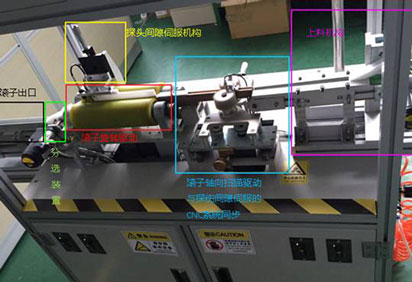
The rolling element has a large surface contact stress during operation, so the quality of the rolling element has an important influence on the life and performance of the bearing.
View More

 English
English  日本語
日本語  한국어
한국어  Deutsch
Deutsch  Español
Español  italiano
italiano  русский
русский  português
português  العربية
العربية  ไทย
ไทย  tiếng việt
tiếng việt  中文
中文
