
NEWS

When it comes to selecting the right ultrasonic pipe testing equipment for your needs, there are a few factors that you should consider. From the brand to the features, there are several important asp...

Steel bar is a conventional product with high density, moderate noise. The system is suitable for the automatic detection of internal and external defects of various steel bars.
The principle of UT ultrasonic flaw detection is that after the ultrasonic wave is coupled into the steel rod by water, the incident propagation will case ultrasonic reflection when there is a defect in the bar. The ultrasonic instrument will alarm the ultrasonic reflected signal after the amplified signal to realize the automatic detection of the defect.
1. Probe configuration on spindle section 1
There are two probe regulators in section 1,180 degrees apart. Each regulator is equipped with a two-channel combination of ultrasonic line focus probes, and the transverse wave incident clockwise.
Detection of defects: detection of round subcutaneous defects in a rounded clockwise direction
Center frequency: 5.0MHz ± 10%
Coupling method: water immersion method
Quantity: 2 sets of probes, each set consisting of 2 combined wafers, which are evenly distributed in the circumferential direction of the workpiece, 180° apart, on the same section. A total of 4 independent channels.
2. Probe configuration on the main shaft section 2
A total of 2 probe adjustment frames are placed on section 2, each separated by 180°, and a 2-channel combined ultrasonic line focusing probe is arranged on each adjustment frame, and the longitudinal wave is incident.
Detection of defects: metallurgical defects inside the steel bar,
Detection range: center transverse hole.
Center frequency: 5.0MHz ± 10%
Coupling method: water immersion method
Quantity: 2 sets of probes, each consisting of 2 combined wafers. These 2 sets of probes are evenly distributed in the circumferential direction of the workpiece, 180° apart, and there are 4 independent channels in the same section.
3. Probe configuration on the main shaft section 3
A total of 2 probe adjustment frames are placed on section 3, each separated by 180°, and a 2-channel combined ultrasonic line focusing probe is arranged on each adjustment frame, and the transverse wave is incident counterclockwise.
Detection of defects: counter-clockwise detection of round subcutaneous defects
Center frequency: 5.0MHz ± 10%
Coupling method: water immersion method
Quantity: 2 sets of probes, each consisting of 2 combined wafers. These 2 sets of probes are evenly distributed in the circumferential direction of the workpiece, 180° apart, and there are 4 independent channels in the same section.

Defect detection standard
GB/T4162-2008 Ultrasonic testing method for forged steel bar.
| Channel number | 12 channels |
| Flaw detection speed | 30m/min |
| Total gain | 100dB,step0.5dB |
| Working mode | Single probe transmitting, receiving or double probe transmitting and receiving respectively |
| Sensitivity margin | ≥50dB |
| Resolving power | ≥26dB |
| Dynamic range | ≥30dB |
| scan range | 0~5000mm |
| Frequency range | 0.5~20MHz |
| Sampling range | 250MHz |
| Repetition range | Single channel100Hz~4KHzadjustment |
| Vertical linearity | ≤2% |
| Horizontal linearity | ≤1% |
| Detection mode | Full-wave, positive half-wave, negative half-wave |
| Gate setting | Each channel has three gates, A and B are defective gates and C are interface tracking gates. |
| Alarm indication | Color Display and Sound Alarm of A, B and C Gate Alarm on Each Channel |
| Delayed alarm | Two path,delay time 0.1-10s,step 0.1s |
| Waveform storage, unlimited number, waveform playback, printing and report generation. | |
Leave us Message:
Related Products
There are two main types of ball studs: one is a combination of a spherical pin and an integral ball seat, and the other is a combination of a hemispherical ball pin and a spherical member.
View More
Surface roughness:>1.6 Detectable crack size: 3mm*0.01mm*0.1mm (length*width*depth) Detectable hole size:¢0.7mm*0.7mm (diameter *depth) Detection rhythm: 5 seconds per beat
View More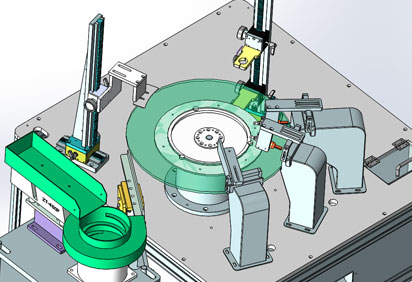
This system is suitable for the detection of the magnetic pole of small magnetics and can realize the sorting of the wrong magnetic pole of the magnetics. The whole set of equipment is automatically d...
View More

 English
English  日本語
日本語  한국어
한국어  Deutsch
Deutsch  Español
Español  italiano
italiano  русский
русский  português
português  العربية
العربية  tiếng việt
tiếng việt  ไทย
ไทย  中文
中文
